Ben Franklin is correct. An ounce of prevention is worth a pound of cure. But Ben needs to add a bit of
clarification. You need an ounce of the RIGHT prevention.
Nowhere is this more valid than protecting molds and tooling. The fastest way for a molder to go broke is to
use improper methods to prevent his mold or tooling from rusting. Repairs are expensive and quite
unnecessary with proper maintenance. It is not uncommon to spend several thousand dollars in repairing a
rusted mold.
Using a material that is not designed for industrial applications, such as WD‑40, may be the beginning
of the end for your molds and tooling. Typically these products are designed for water displacement and not
for neutralization of fingerprints or acid residues. In addition, a good anti‑rust product should be
“self-healing.” It will provide a film that gels over and flows back in place if nicked or
scratched. A good rust preventive will not have wax or other material that builds up on the mold surface
requiring extra cleaning. It should also have the capability of displacing micro droplets of water that may
have condensed on the mold surface, leaving a barrier to prevent direct water/steel contact. All of the
SLIDE rust preventive products listed below meet these basic criteria, so your tooling is well
protected.
Spray your mold when it’s warm
The most reliable way to protect injection molds is to spray the proper anti-rust product on the mold
immediately after the molding run is over and the mold is still warm. This will
protect it until the mold gets to the tool room where it is cleaned and then immediately coated again with
the proper rust preventive. Often it is hard to tell whether the mold is properly coated. When in doubt add
extra coating. You are gambling a few cents of extra product against big bucks in repairs if the job isn't
done right.
Protect sprue bushings
Although the interior of the mold surface is the most critical for protection, don't forget to protect
the sprue bushings. If this area rusts, it will be difficult to get a seal with the barrel nozzle.
The entire exterior of the mold should also be coated to ensure protection. Rusting of the bases where
they clamp against the platens may cause problems with keeping the mold halves parallel. This can
result in flash or excessive clamp pressure being required.
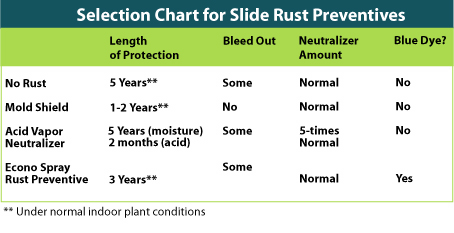
Watch for bleed-out
Anti‑rust compounds that penetrate and seal off ejector pins can be a source of oils and solvents that
can cause bleed out. Using a mold protectant that goes on dry, such as SLIDE Mold Shield [#42914], can
help to prevent bleed out. Mold Shield offers your molds protection for up to two years. This
duration of protection combined with the unique “dry” feature of Mold Shield makes it the ideal
rust preventive option for many molding operations.
Test Slide Before You Buy
Using an effective processing aid like those offered by Slide will help to increase your manufacturing
efficiency and decrease your overall costs. Here at Slide, we fully encourage you test out our products.
The best way for you to know that the Slide products are as good as we say they are is to get them in your
operations. Trial Samples of all Slide products are available online at Slide
Products web site. And unlike many other companies offering these processing aids, Slide Products
has an extensive network of
local distributors available to aid you with your product selection. If you are interested, please
email
your request to Slide Products.
GET EXPERT ADVICE ON INJECTION MOLD RELEASES, MOLD CLEANERS, RUST PREVENTIVES, EJECTOR PIN GREASE AND PURGING COMPOUNDS
Answers are just a click or call away!
Chat with Us
Chat with us between 8AM and 4PM Central Time, Monday through Friday.
Call Us
Let’s talk. We are available 8AM and 4PM Central Time Monday through Friday.