Mold Release, Cleaner & Rust Preventive White Papers
A study done in 2002 by CC Technologies Labs, Inc. showed U.S. Industry spent $276 billion a year in costs related to, or caused from, corrosion. In the plastic’s industry, these costs are not limited to mold damage and repair. Corrosion also causes the breakdown/shutdown of a press, leading to manufacturing down time and significant loss of productivity. If you have not set up a proactive mold maintenance program, your facility runs efficiently only until the next major problem or repair.
A number of factors dictate how you will prepare for proper corrosion control. For example, plastic materials with fillers are especially abrasive and will wash away the mold steel after thousands of cycles. Plastic with high-melt temperatures expose the mold to more heat and cause more wear than plastics with low melt points. Some materials give off excessive residues or corrosive vapors that cause even more attention to cleaning and corrosion prevention.
Molds with intricate mechanisms are too often forgotten and generally require extra attention. Corrosion is also a concern for the mold presses, slides, lifters, moving cores, hydraulic and mechanical systems. This is especially true with the presence of corrosive vapors from PVC molding as well as many other materials.
Although the interior of mold surfaces is the most critical for protection, do not forget the sprue bushing. A rusted sprue bushing prohibits a good seal with the barrel nozzle. Corrosion of the bases where they clamp against the platens may cause problems with keeping the mold halves parallel. This can result in flash or excessive clamp pressure being required.
The type of products used and correct application methods can prevent bleed out of solvents and anti-rust compounds when a mold is put into production. At its worst, bleed out can result in marking parts with oil/grease/antirust material for hours during the start of molding. If the mold protectant does not mold off properly, a solvent cleaner is typically used to remove it. During this removal process, some solvent usually penetrates back past the ejector pins and contaminates the lubricant in the pin box. This results in thinning of the ejector pin lubricant, which then oozes out past the pins, marking the molded parts.
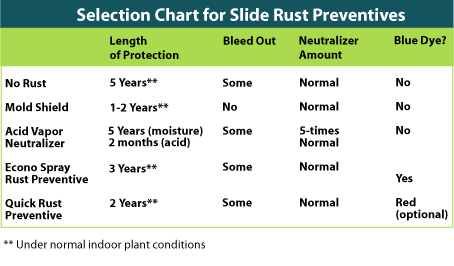
Both Slide Mold Shield (42914) and Slide Quick Rust Preventive (42810) go on dry, provide about a year of protection while the mold is in storage, and most importantly, do not need to be cleaned off prior to start up since they flash off during start up. This eliminates all risk of normal bleed out problems.
Slide also has NO-RUST (40212), ideal for long-term storage (3-5 years), but which require cleaning to remove them from the mold prior to production. All Slide rust preventives are formulated with neutralizers to resist attack from finger print acids. Econo-Spray Rust Preventatives also have a light blue dye so it is easier to see coverage.
Those who mold PVC and other fire retardant resins have to contend with the acid vapor given off during molding. Slide’s Acid Vapor Neutralizer (44016T) is made especially tough to prevent corrosion caused by the vapor from those resins.
In closing, remember proper mold maintenance requires daily attention to cleaning the mold at the end of every day. Flush it clean with a good solvent cleaner, such as Slide Mold Cleaner 4 and applying a rust preventive to ensure the next time you start up your mold is producing as it did the day before.
GET EXPERT ADVICE ON INJECTION MOLD RELEASES, MOLD CLEANERS, RUST PREVENTIVES, EJECTOR PIN GREASE AND PURGING COMPOUNDS

Answers are just a click or call away!
Questions come up all the time. So send us an email with your questions any time.

